







 自动拆包机
自动拆包机
 滚筒拆包机
滚筒拆包机
 高速拆包机
高速拆包机
 拆包机生产厂家
拆包机生产厂家
 拆包机价格
拆包机价格

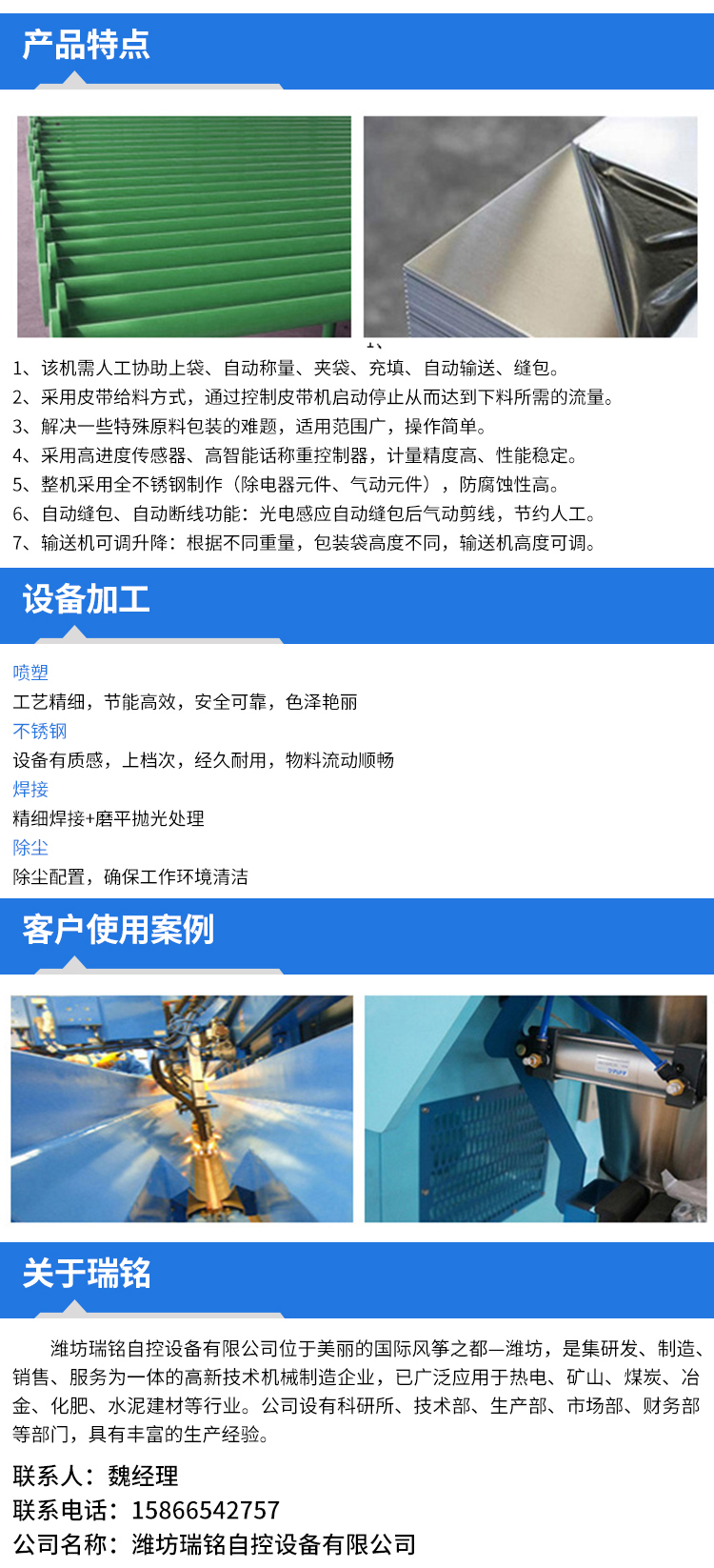
当皮带包装秤进入自动运行状态后,称重控制系统启动给料皮带开始加料,该给料皮带机有变频器控制为快、 慢两级给料方式;当物料重量达到快给料设定值时,皮带机由50HZ改为10HZ运转,保持慢给料;当物料重量达到设定值时,变频器0 HZ,并关闭截止阀,以防物料塌落影响计量精度。完成动态称重过程;此时系统检测夹袋装置是否处于预定状态,当包装袋已夹紧后,系统发出控制信号打开称量斗卸料门,物料进入包装袋中,物料放完后自动关闭称量斗的卸料门;卸空物料后松开夹袋装置,包装袋自动落下;包装袋落下后进行缝包并输送到下一工位。如此循环往复自动运行。












